

Beschichtungen
Beschichtungen
Industrielle Beschichtungstechnik
Industrielle Beschichtungstechnik für
höchste Anforderungen
Die AST Beschichtungstechnik GmbH entwickelt und realisiert hochwertige industrielle Beschichtungslösungen für unterschiedlichste Anwendungen. Unsere Systeme verbessern die Leistungsfähigkeit von Bauteilen, erhöhen die Lebensdauer und optimieren industrielle Prozesse nachhaltig.
ENTWICKLUNG
Individuelle Entwicklung
von Beschichtungssystemen
Durch kontinuierliche Forschungs- und Entwicklungsarbeit entstehen innovative Lösungen in der Beschichtungstechnik. Auf Basis unseres umfassenden Know-hows bestimmen wir den optimalen Beschichtungstyp und unterstützen bereits bei der konstruktiven Auslegung Ihrer Bauteile.
Weniger Stillstand
Reduzierte Wartung und geringere Maschinenstillstandzeiten
Höhere Produktivität
Optimierte Abläufe und verbesserte Wirtschaftlichkeit
Schutz & Beständigkeit
Hohe Widerstandsfähigkeit gegen Verschleiß, Korrosion und Chemikalien
Funktionale Eigenschaften
Antihaft-, Gleit-, Isolations- oder Leitfähigkeit
Beschichtungsarten
Beschichtungsarten für industrielle
Anwendungen
Antihaft-beschichtungen
Reduzieren Anhaftungen und verbessern die Gleitfähigkeit von Bauteilen.
Keramik-beschichtungen
Hohe Härte sowie hervorragender Schutz vor Verschleiß und Korrosion.
Metall-beschichtungen
Für verbesserten Schutz, Funktion und Lebensdauer technischer Bauteile.
Hartmetall-beschichtungen
Maximale Verschleißfestigkeit bei hoher mechanischer Beanspruchung.
BESCHICHTUNGSVERFAHREN
Moderne Beschichtungsverfahren im
Überblick
Unsere industriellen Beschichtungen werden mit modernen thermischen Spritzverfahren aufgebracht. Diese ermöglichen eine optimale Anpassung an unterschiedliche Materialien und Einsatzbereiche.
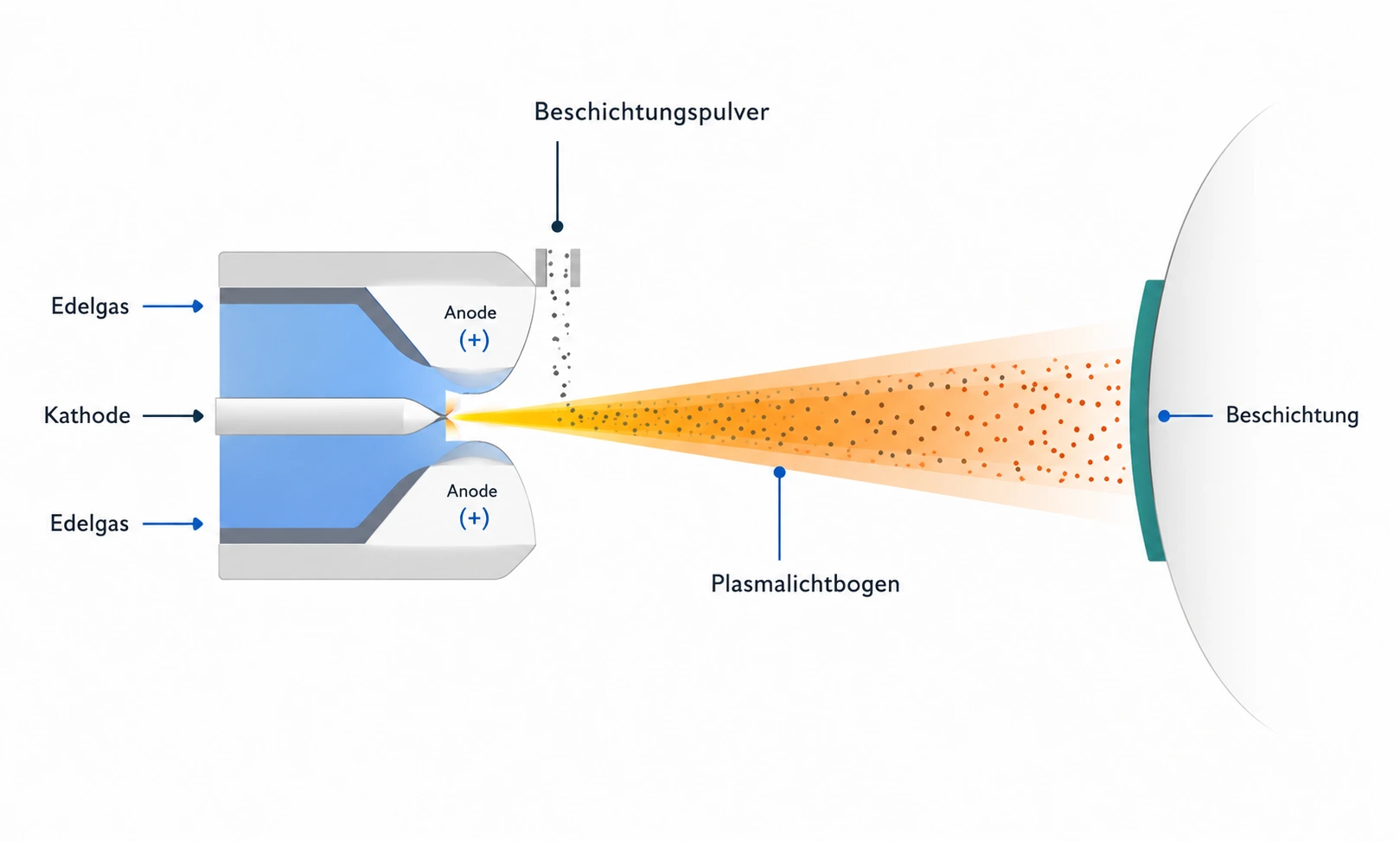
Plasmaspritzen
Durch einen Lichtbogen zwischen der Kathode und der wassergekühlten Anode wird ein Gas (z. B. Argon, Stickstoff, Wasserstoff oder Helium) geleitet und dabei dissoziiert und ionisiert. Dies erzeugt ein hochaufgeheiztes (bis 20.000 K) und elektrisch leitendes Gas, in das der Beschichtungswerkstoff eingebracht, stark beschleunigt und auf das zu beschichtende Werkstück gespritzt wird.
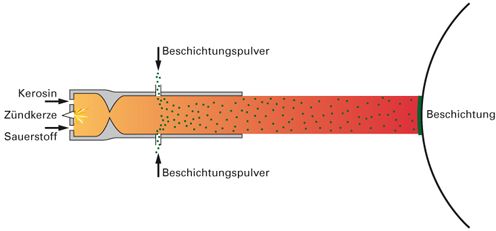
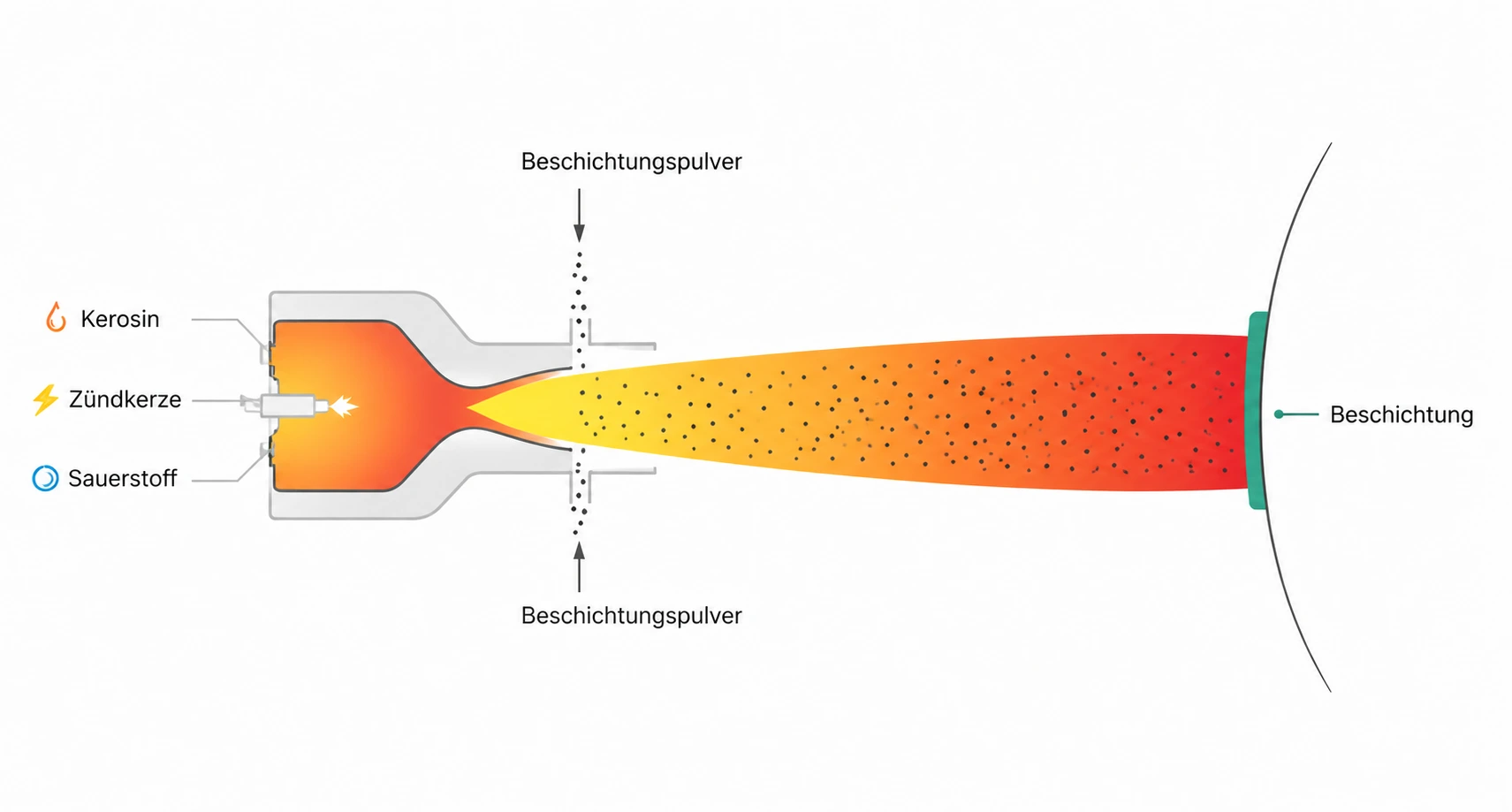
Hochgeschwindigkeitsflammspritzen (HVOF)
In der Brennkammer wird ein Brennstoff-Sauerstoff-Gemisch kontinuierlich verbrannt. Als Brennstoffe kommen z. B. Kerosin, Propan, Ethylen oder Wasserstoff zum Einsatz. Der hohe Druck des brennenden Gemischs erzeugt einen Gasstrahl mit sehr hohen Geschwindigkeiten, in den der meist pulverförmige Spritzwerkstoff zugeführt und stark beschleunigt wird. Dadurch lassen sich sehr dichte Beschichtungen mit hervorragenden Hafteigenschaften realisieren. Durch die relativ niedrigen Temperaturen wird der Spritzwerkstoff im Prozess metallurgisch nur gering verändert.
Hochgeschwindigkeitsflammspritzen (HVOF)
In der Brennkammer wird ein Brennstoff-Sauerstoff-Gemisch kontinuierlich verbrannt. Als Brennstoffe kommen z. B. Kerosin, Propan, Ethylen oder Wasserstoff zum Einsatz. Der hohe Druck des brennenden Gemischs erzeugt einen Gasstrahl mit sehr hohen Geschwindigkeiten, in den der meist pulverförmige Spritzwerkstoff zugeführt und stark beschleunigt wird. Dadurch lassen sich sehr dichte Beschichtungen mit hervorragenden Hafteigenschaften realisieren. Durch die relativ niedrigen Temperaturen wird der Spritzwerkstoff im Prozess metallurgisch nur gering verändert.
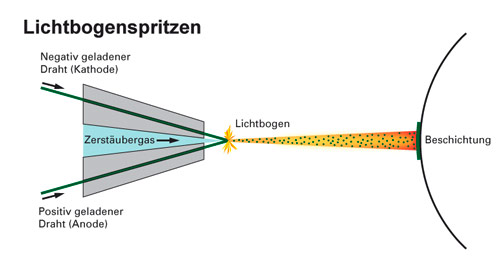
Lichtbogenspritzen
Hierbei handelt es sich um ein leistungsfähiges Drahtspritzverfahren, bei dem zwischen zwei elektrisch geladenen Drähten ein Lichtbogen gezündet wird. Bei Temperaturen von ca. 4.000 °C schmelzen die Drähte ab und werden mittels eines Zerstäubergases (z. B. Druckluft, Stickstoff oder Argon) auf die Werkstückoberfläche geblasen. Mit diesem Verfahren lassen sich Schichtdicken von 0,2 bis 20 mm erreichen. Beim Einsatz von Hohldrähten mit keramischer oder carbidischer Füllung können Hartstoffschichten hergestellt werden.
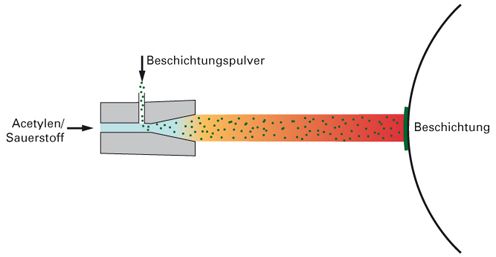
Pulverflammspritzen
In einer Acetylen-Sauerstoffflamme wird der pulverförmige Beschichtungswerkstoff kontinuierlich aufgeschmolzen. In den expandierenden Verbrennungsgasen wir das Pulver aufgeschmolzen und beschleunigt. Mit mehr als 100 verschiedenen Werkstoffen sind vielfältigste Beschichtungsarten realisierbar. Dabei wird zwischen selbstfließenden und selbsthaftenden Pulvern unterschieden. Bei selbstfließenden Pulvern muss in der Regel eine thermische Nachbehandlung vorgenommen werden.
Pulverflammspritzen
In einer Acetylen-Sauerstoffflamme wird der pulverförmige Beschichtungswerkstoff kontinuierlich aufgeschmolzen. In den expandierenden Verbrennungsgasen wir das Pulver aufgeschmolzen und beschleunigt. Mit mehr als 100 verschiedenen Werkstoffen sind vielfältigste Beschichtungsarten realisierbar. Dabei wird zwischen selbstfließenden und selbsthaftenden Pulvern unterschieden. Bei selbstfließenden Pulvern muss in der Regel eine thermische Nachbehandlung vorgenommen werden.
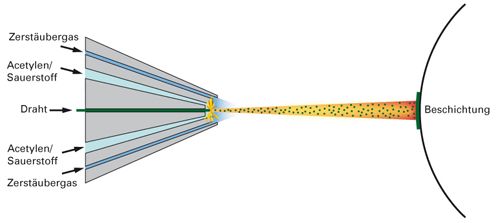
Drahtflammspritzen
In einer Acetylen-Sauerstoffflamme wird der drahtförmige Beschichtungswerkstoff kontinuierlich aufgeschmolzen. Zusätzlich wird mit Hilfe des Zerstäubergases (z. B. Druckluft) das Gemisch weiter beschleunigt und auf das Werkstück aufgespritzt.
Anwendungsbereiche
Anwendungsbereiche industrieller Beschichtungen
Unsere Beschichtungslösungen kommen in zahlreichen industriellen Anwendungen zum Einsatz und tragen zur Verbesserung von Leistung, Lebensdauer und Effizienz bei.
- Schweißmesser
- Behälterbau, z. B. für Leim
- Offshore-Bereich
- Hygiene- und Lebensmittelindustrie
- KFZ-Werkzeugteile
- Werkzeugbau
- Turbinen und Rührer
- Rutschen, Trichter, Wannen und Wiegeschalen
- Überarbeitung verschlissener Walzenzapfen
- Innenrohrbeschichtungen (Absaugrohre)
- Führungen
- Schaltgabeln, Kolbenringe, Kupplungslamellen, Gleitstücke
- Lagersitze
- Bauteile aus Chemieanlagen
- Wellenschutzhülsen
- Lagerstellen, Verschleißschutzplatten
- Dosierschnecken
- Spindeln
Kontakt
Ihre Lösung beginnt hier
Sie suchen eine zuverlässige und langlebige Beschichtungslösung?
Wir beraten Sie individuell und entwickeln die passende Lösung für Ihre Anforderungen.
PHONES